全国咨询热线:
021-67760301
13611911190
全国咨询热线:
021-67760301
13611911190

紫铜又称纯铜、红铜,是指铜含量≥99.90% 的工业纯铜(国标一号铜 Cu≥99.95%、二号铜 Cu≥99.90%),因表面形成氧化膜后呈紫红色而得名。紫铜不含其他合金元素,保留了铜的原生优异性能,是导电、导热性天花板的有色金属,同时具备极佳的塑性、良好的耐蚀性和焊接性,是电子电力、导热散热、精密成型等领域的核心基础材料,也是制备黄铜、青铜等铜合金的原料基底。
紫铜的杂质含量被严格控制(S、P、Pb 等有害杂质<0.1%),杂质会显著降低其导电、导热和塑性性能,因此纯度是衡量紫铜品质的核心指标,纯度越高,电、热性能越优异。
一、紫铜的核心特性
紫铜的性能以电、热传导性为核心优势,其他性能均围绕纯铜的基体特性展开,无合金化带来的强度提升,整体强度偏低,是典型的 “软态高性能金属”,核心特性如下:
导电导热性极致:导电率可达 98% IACS(国际退火铜标准)、导热系数 401W/(m・K),是所有工业金属中导电、导热性最好的材料(仅略低于银,远高于黄铜、青铜、铝、钢),是导电、散热件的首选材料;
塑性极佳:无冷脆现象,常温下即可进行冷冲、冷拉、冷弯、轧箔等超复杂成型加工,可轧制成 0.001mm 的超薄铜箔,也可拉制成超细铜丝,成型后无需热处理即可保持良好塑性;
耐蚀性优良:在大气、淡水、弱酸碱、干燥环境中耐蚀性极佳,表面能快速形成一层致密的 Cu₂O 氧化膜,隔绝外界腐蚀介质,保护基体不被进一步腐蚀;但在海水、咸水、强酸强碱、含硫环境中耐蚀性较差;
焊接性优异:可采用氩弧焊、气焊、钎焊、电阻焊等所有常规焊接方式,焊接接头强度与基体接近,无焊接裂纹倾向,焊接后仍能保持良好的导电、导热性;
强度硬度偏低:常温下抗拉强度仅 200~250MPa,硬度 HB60~80,冷加工后强度可小幅提升(冷作硬化后抗拉强度达 350~400MPa),但仍远低于黄铜、青铜等铜合金;
无磁性、延展性好:紫铜为顺磁性材料,无磁干扰,适合精密电子、仪器仪表场景;延伸率可达 40% 以上,可进行拉伸、旋压等成型工艺;
易抛光、色泽温润:纯铜表面抛光后呈亮红色,色泽温润,兼具装饰性,氧化后形成的铜绿(碱式碳酸铜)也被用于仿古装饰。
短板:强度、硬度低,不耐磨损,无法用于承受载荷或耐磨的工况;高温下易氧化,600℃以上会快速生成黑色 CuO 氧化层;成本远高于黄铜、铝等金属。
二、紫铜的主流牌号与分类
紫铜按纯度等级、加工状态、用途分类,工业中以纯度牌号为核心,国标牌号以T(铜的拼音首字母) 加数字表示,数字越大,纯度略低,同时有专用的无氧铜、脱氧铜牌号,适配高精度导电、焊接场景,以下为应用最广的主流牌号:
1. 普通纯铜(工业通用款)
T1:Cu≥99.95%,纯度最高,杂质含量最低,电、热性能最优,成本最高;应用:高端精密电子、超导材料、标准电阻、高纯度铜箔;
T2:Cu≥99.90%,工业用量最大的紫铜牌号,纯度适中,电、热性能优异,性价比高,杂质含量满足绝大部分工业需求;应用:电线电缆、铜排、散热器、铜管、普通导电配件;
T3:Cu≥99.70%,纯度略低,杂质含量稍高,电、热性能略降,成本最低;应用:普通铜材、铸件、垫片、低精度导电件,也可作为铜合金原料。
2. 无氧铜(高端精密款)
核心特点:铜含量≥99.99%,氧含量<0.003%,彻底消除氢脆问题,导电、导热性比普通纯铜更优,焊接性、塑性极致,无内部气孔、疏松;
典型牌号:TU1、TU2(TU 为无氧铜拼音首字母),TU1 纯度高于 TU2;应用:真空电子器件、高频通讯电缆、精密仪器、航空航天导电配件、超纯铜箔;
3. 脱氧铜(焊接专用款)
核心特点:在纯铜基础上添加磷(P)等脱氧元素,氧含量<0.01%,解决普通纯铜焊接时的 “氢脆” 和 “气孔” 问题,焊接接头致密性好,无裂纹;
典型牌号:TP2(含 P0.015%~0.040%),是工业最常用的脱氧铜;应用:空调制冷铜管、换热器管、焊接用铜材、燃气管道;
4. 加工状态分类
紫铜按加工状态分为软态(M)、半硬态(Y2)、硬态(Y),对应不同的强度和塑性,适配不同加工需求:
软态(M):经退火处理,塑性极佳,强度最低,适合冷冲、冷弯、轧箔;
半硬态(Y2):轻度冷加工,强度和塑性均衡,适合普通冲压、拉制;
硬态(Y):重度冷加工,冷作硬化后强度最高,塑性偏低,适合制作铜排、铜丝、耐磨垫片。
三、紫铜的核心加工工艺
紫铜的加工工艺围绕其高塑性、低强度的特性设计,以冷加工为主,热加工为辅,无需复杂的合金化和热处理,核心工艺简单且成熟,如下:
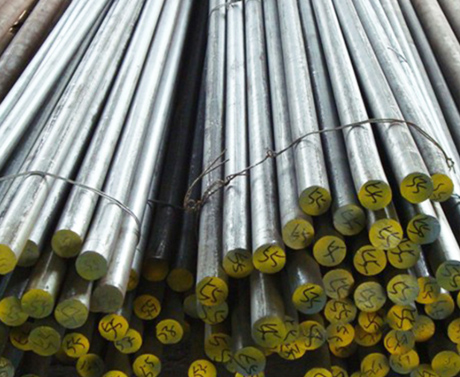
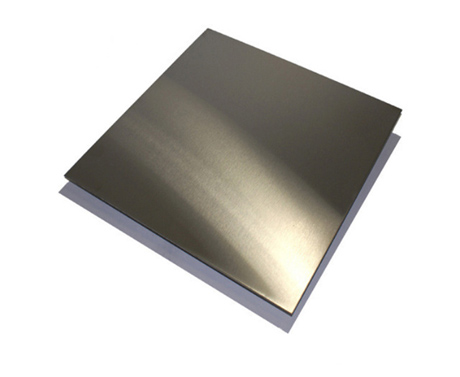
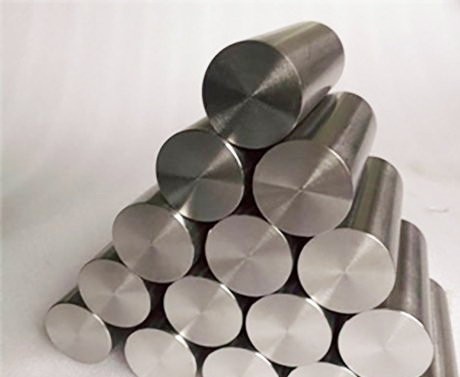
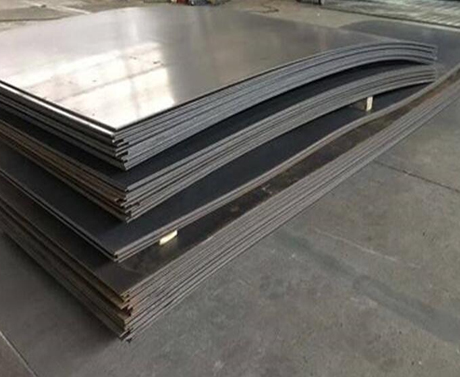
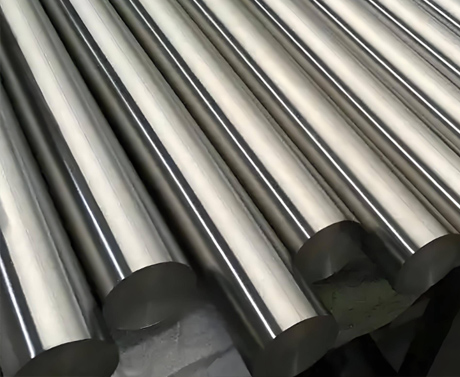
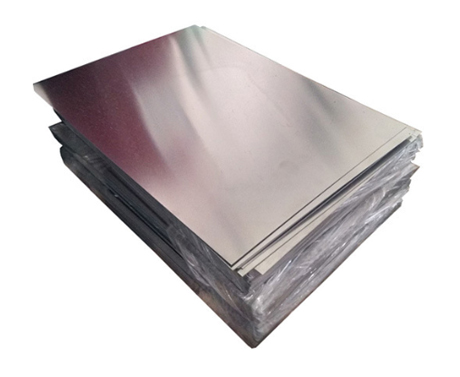
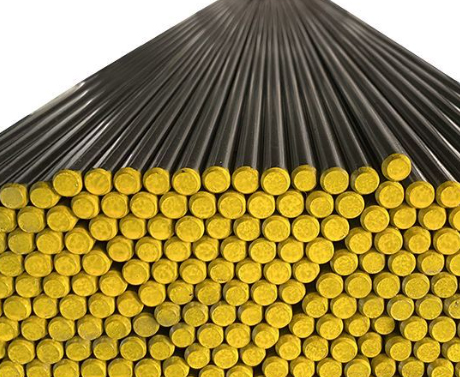
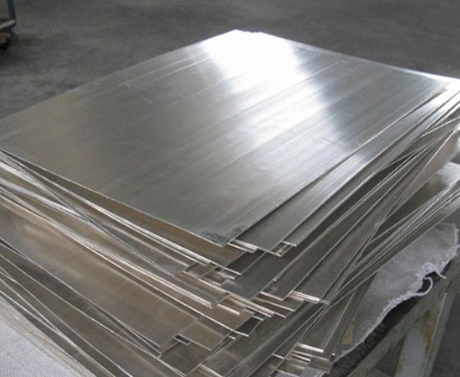
轧制 / 挤压:将紫铜铸坯轧制成板材、带材、箔材,或挤压成棒材、管材、铜排,软态紫铜可实现超薄、超细加工(如 0.001mm 铜箔、0.01mm 铜丝);
冷冲压 / 冷拉 / 冷弯:软态紫铜塑性极致,可直接进行冷冲、冷拉、冷弯,制成外壳、垫片、铜丝、异形件,无需加热,加工后表面光洁,无开裂倾向;
焊接:可采用氩弧焊(首选)、气焊、钎焊、电阻焊,脱氧铜 TP2 焊接无气孔、氢脆,焊接后仍保持良好导电性能,是制冷、管道领域的焊接主力;
退火处理:冷加工后的紫铜会产生冷作硬化,强度提升但塑性下降,可通过低温退火(300~400℃) 消除加工应力,恢复软态塑性,退火后无氧化变色,不影响电、热性能;
表面处理:抛光(提升光泽度,适配装饰、精密电子)、电镀(镀锡、镀镍、镀金,提升耐蚀性和导电稳定性)、氧化着色(形成铜绿、仿古红,适配装饰领域)、钝化(形成保护膜,防止氧化);
铸造:紫铜可采用砂型铸造、压铸制成简单铸件,但其铸造性能不如黄铜,仅用于低精度、小批量铸件,如铜套、垫片毛坯。