全国咨询热线:
021-67760301
13611911190
全国咨询热线:
021-67760301
13611911190
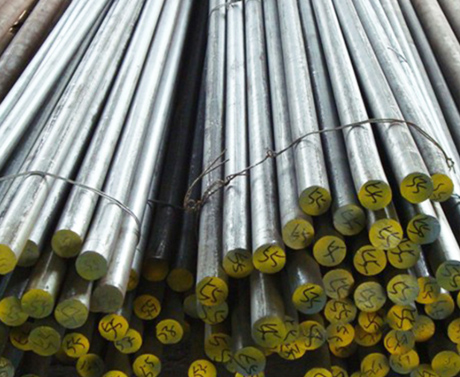
高速钢(High Speed Steel,简称 HSS),俗称风钢、锋钢,是一类高合金含量的工具钢,核心特性为超高红硬性、高硬度、高耐磨性,并兼具良好的强韧性,在 550~650℃的高温切削环境下仍能保持 HRC 60 以上的硬度,可实现金属的高速切削而不软化磨损,是制造金属切削刀具的核心材料,也广泛应用于高耐磨、高载荷的精密模具和机械配件,是机械加工、模具制造领域的基础关键合金材料。
高速钢的合金总含量达 10%~25%,主要添加W、Mo、Cr、V等合金元素,部分高端牌号添加 Co,通过形成 WC、MoC、VC 等高硬度碳化物,与淬火后的马氏体基体形成复合组织,实现红硬性、耐磨性与韧性的平衡。按合金成分体系和生产工艺可分为传统熔炼高速钢(钨系、钨钼系、钼系)和高端粉末冶金高速钢,其中钨钼系是工业应用最广的品类。
一、核心性能要求
高速钢主要用于制造车刀、铣刀、钻头等切削刀具,工作时刃口与工件剧烈摩擦产生大量热量,同时承受冲击、弯曲、剪切载荷,因此性能要求严苛且综合,红硬性是其最核心的性能指标,具体要求如下:
超高红硬性:550~650℃高温下保持 HRC 60 以上硬度,这是高速钢区别于其他工具钢的关键,保证高速切削时不软化、不失效;
高硬度与耐磨性:常温淬火回火后硬度达 HRC 62~68,均匀分布的合金碳化物能抵抗切削过程的剧烈磨损,大幅延长刀具寿命;
良好的强韧性:兼具高强度和一定韧性,承受切削冲击、振动时不易崩刃、断裂,适配不同工况的切削需求;
优异淬透性:合金含量高,淬透性极佳,即使大截面刀具也能整体淬硬,保证刃口和刀杆性能均匀,无局部软区;
良好的加工与可磨削性:退火态硬度仅 HRC 20~25,可进行车、铣、钻等精密加工制成复杂形状刀具;磨削后能获得极高的刃口精度和表面光洁度,保证工件加工精度;
尺寸稳定性:热处理后变形量小,经深冷、回火处理后,能长期保持刀具精度,适配精密切削。
二、主流牌号与分类
高速钢的分类主要有两种方式:按合金成分体系分为钨系、钨钼系、钼系,按生产工艺分为传统熔炼高速钢和粉末冶金高速钢(高端款)。其中国标、日标、美标牌号在工业中交叉使用,以下为应用最广的主流牌号,涵盖不同性能等级和适用场景:
(一)传统熔炼高速钢(工业通用款,成本适中)
1. 钨系高速钢(经典款)
核心成分:以 W 为主要强化元素(W 含量 12%~18%),搭配 Cr4%、V1%~2%,典型牌号:W18Cr4V(国标 18-4-1)、美标 T1;
性能:红硬性优异(600℃保持 HRC 62 以上),耐磨性好,淬火硬度 HRC 63~66,工艺成熟;
短板:碳化物偏析较严重,韧性略低,大截面刀具易性能不均,钨资源消耗大,成本偏高;
应用:制造中速切削刀具,如麻花钻头、普通车刀、铣刀、丝锥,也可用于小型高耐磨冷作模具。
2. 钨钼系高速钢(主流款,性价比最高)
核心成分:W、Mo 复合强化(W+Mo 总量 10%~12%),Mo 替代部分 W,搭配 Cr4%、V1%~3%,弥补钨系短板;
典型牌号:W6Mo5Cr4V2(国标 6-5-4-2,日标 SKH-9)、美标 M2(工业用量最大);高钒款 W6Mo5Cr4V3(耐磨性更高);
性能:红硬性与钨系相当,碳化物分布更均匀,韧性、强度优于钨系,淬火硬度 HRC 63~67;
核心优势:性价比高,Mo 替代 W 降低成本,综合性能均衡;
应用:制造高速切削的各类刀具(钻头、铣刀、铰刀、拉刀),适配碳钢、合金钢、不锈钢的切削,也可用于精密冷冲模、拉丝模。
3. 钼系高速钢(小众款,韧性突出)
核心成分:以 Mo 为主要强化元素(Mo 含量 8%~10%),搭配 Cr4%、V2%~3%,典型牌号:Mo8Cr4V2、美标 M35;
性能:韧性优异,碳化物偏析最小,淬火硬度 HRC 62~66,红硬性略低于钨系 / 钨钼系;
应用:制造承受大冲击的切削刀具(木工刀具、凿刀),以及对韧性要求高的小型冷作模具。
4. 含钴高速钢(高性能款,红硬性天花板)
核心特点:在钨钼系 / 钼系基础上添加Co(钴,3%~10%),Co 能大幅提升红硬性和热强性;
典型牌号:W6Mo5Cr4V2Co5(M35)、W6Mo5Cr4V2Co8(美标 M42);
性能:红硬性极致(650℃保持 HRC 62 以上),硬度 HRC 66~68,耐磨性、热强性远超普通高速钢;
短板:韧性略降,成本高,钴为战略资源,价格波动大;
应用:制造高速切削高温合金、高强度钢、不锈钢的高端刀具,以及高温高耐磨精密配件。
(二)粉末冶金高速钢(高端款,性能天花板)
生产工艺:将高速钢熔液雾化成超细粉末,压制成型后烧结,彻底消除传统熔炼的碳化物偏析问题,是高速钢的高端升级款;
典型牌号:瑞典 ASP2015、ASP2023、ASP2053,美标 PM-M2、PM-M42;
性能:硬度可达 HRC 65~70,红硬性、耐磨性、韧性均远超传统熔炼高速钢,刀具寿命是普通高速钢的 3~10 倍,尺寸稳定性极佳;
短板:生产工艺复杂,成本为传统高速钢的 5~10 倍;
应用:制造高精度、高寿命的数控刀具、精密拉刀,以及超高载荷的半导体引线框架冲模、精密冷镦模等高端模具。
三、核心制备与热处理工艺
高速钢的性能高度依赖热处理工艺,其热处理属于高温淬火 + 多次低温回火,锻造和淬火是关键工序,核心目的是让合金碳化物充分溶解、均匀分布,获得高硬度马氏体基体,充分发挥红硬性和耐磨性。传统熔炼高速钢的核心工艺流程:
锻造:高温锻造(1100~1200℃),击碎粗大的共晶碳化物,细化晶粒,改善碳化物分布,消除偏析 —— 锻造质量直接决定高速钢最终性能,无良好锻造的高速钢易崩刃;
球化退火:加热至 820~860℃保温后缓慢冷却,获得球化珠光体组织,退火后硬度 HRC 20~25,大幅改善切削加工性;
高温淬火:加热至1200~1280℃(远高于其他工具钢),保温使合金碳化物充分溶解到奥氏体中,随后油冷或气冷淬火,获得过饱和马氏体 + 残余奥氏体 + 少量碳化物;
多次低温回火:加热至 540~560℃保温 1~2 小时,必须回火 3 次,核心作用:① 消除淬火应力,提升韧性;② 使残余奥氏体转变为马氏体,提升硬度;③ 析出细小二次合金碳化物,强化红硬性和耐磨性;
深冷处理(可选):高精度刀具淬火后进行 - 70~-120℃深冷处理,减少残余奥氏体,进一步提升尺寸稳定性和硬度。
工艺要点:淬火温度需精准控制,温度过低碳化物溶解不足,性能下降;温度过高会导致晶粒粗大,韧性大幅降低。
四、典型应用领域
高速钢的应用以金属切削刀具为核心(占比 90% 以上),依托其高硬度、高耐磨性和红硬性,也延伸至高耐磨模具和精密机械配件,覆盖机械加工、汽车、航空航天、电子、模具制造等行业,核心应用场景:
1. 金属切削刀具(核心应用)
制造各类通用和精密切削刀具,适配碳钢、合金钢、不锈钢、铸铁、有色金属等的切削加工:
常规刀具:麻花钻头、车刀、铣刀、刨刀、丝锥、板牙、铰刀;
精密刀具:拉刀、滚刀、插齿刀、数控铣刀、精密钻头;
专用刀具:木工刀具、管材切割刀具、螺纹加工刀具。
2. 冷作模具与成型配件
利用其高硬度和耐磨性,制造小尺寸、高磨损的冷作模具,替代部分高碳高铬冷作钢:
冷冲模:精密电子零件冲模、半导体引线框架冲模、小型五金件冲模;
冷镦模:螺栓 / 螺母小型冷镦模、铆钉成型模;
拉丝模:细金属线材拉丝模、丝锥成型模。
3. 精密机械高耐磨配件
制造对硬度、耐磨性要求高的小载荷、高摩擦精密配件:
航空航天:小型精密传动配件、发动机高耐磨小零件;
汽车制造:精密齿轮、油泵配件、气门座圈;
通用机械:轴承滚针、精密轴类、量具(卡尺、千分尺)刃口